


这里的轮胎模具主要指的就是汽车的轮胎,随着社会的不断进步,汽车行业正如火如荼的发展着。
2016 年度全球轮胎 75强排行榜中,中国大陆有30 家企业上榜;而销售额超过百亿美元的企业除了国外的普利司通、米其林、固特异,中国大陆也有4 家企业跻身于这个行列。从国内市场来看,中国作为全球最大的轮胎消耗国、生产国和出口国,其轮胎产业未来很长时间内将保持较为平稳的发展速度。
汽车的不断需求也促进着汽车相关行业的发展,像洗车、汽车模具、轮胎、汽车配件等等,这些相关的行业在汽车业的基础上,都发展的很好。今天主要简单的介绍一下汽车轮胎模具的制作过程。
汽车轮胎模具种类有活络模具,由花纹圈,模套,上下侧板组成,活络模具区分圆锥面导向活络模具及斜平面导向活络模具。还有两半模具,由上模,下模两片组成。将花纹圈、模套、上下侧板合并组装,完成轮胎模具。以下就是汽车轮胎模具的制作过程,硅橡胶模具在整个制作过程中,处在第二个步骤。
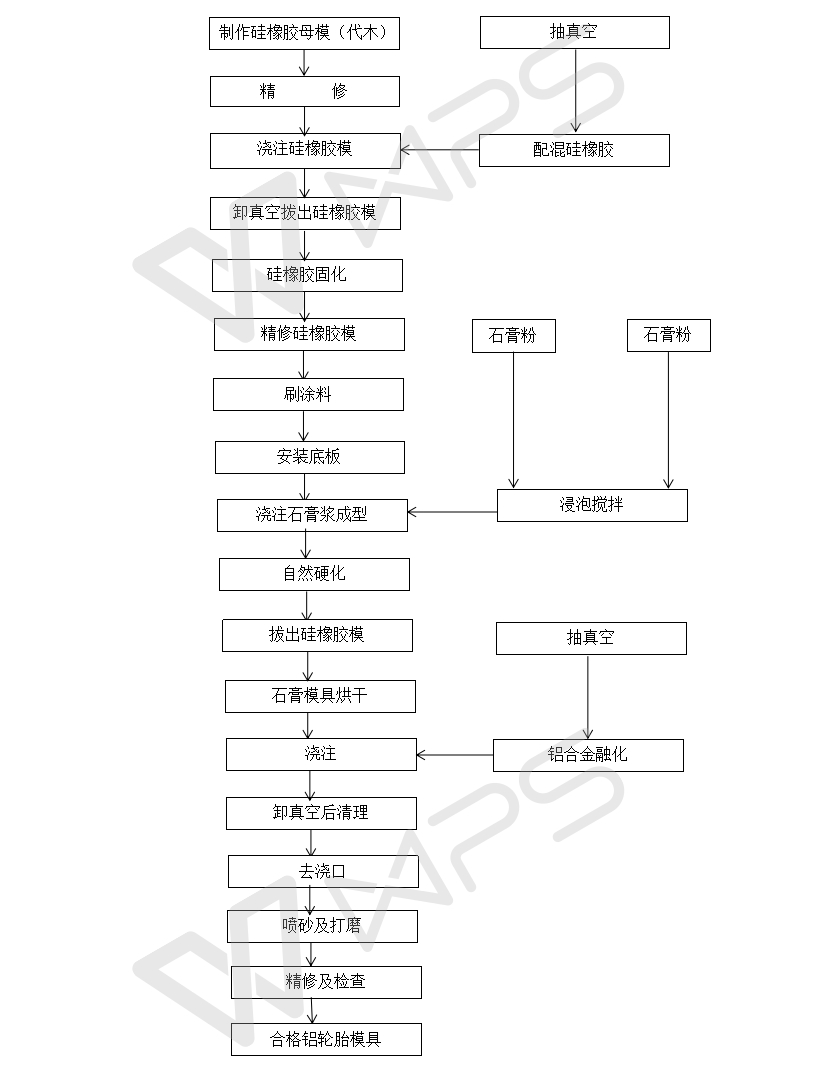
轮胎模具制作流程图
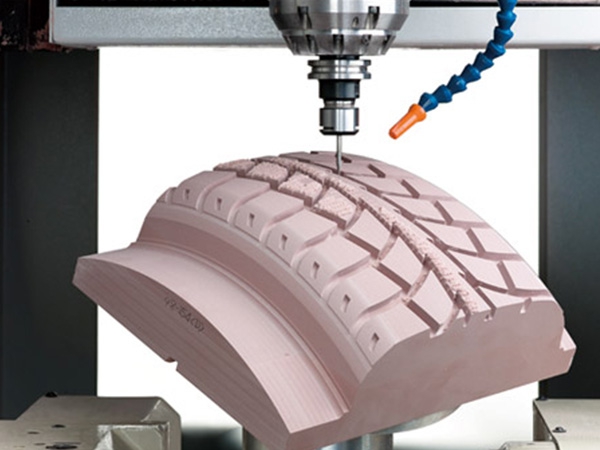
1. 代木轮胎模型首先根据设计好的三维轮胎花纹图纸,通过CNC加工中心在代木上雕刻出标准的轮胎单块花纹模型块,作为下一步制作硅胶模具的母模。现在的工艺技术,这一步的难点在于轮胎图纸的设计。
2. 硅橡胶模具制作工艺制模用的硅橡胶在国外是直接购买市场上出售的事先配制好的液体硅橡胶,然后直接浇注成硅橡胶模;国产的硅橡胶分为两部分:A为硅橡胶料,B为催化剂。按配比称量,倒入混合器中立刻搅拌均匀后,浇灌到母模(代木)内,进行抽真空,静止24H就能固化成弹性硅橡胶模,取出硅橡胶模具进行整修即可使用。

3. 轮胎铸造石膏料浆制备的控制首先是严格控制水膏比例以保证模具的强度和流动性,避免影响整体使用;其次,对石膏料浆进行真空搅拌。若石膏料浆未经真空处理,制得的模具包含有不少气泡;而经过真空处理的石膏料浆,基本上除净气泡,制得的模具其工艺性能比未抽真空模具具有明显改善,这种模具膨胀小,质地均匀,强度高,成型坯体表面光滑。
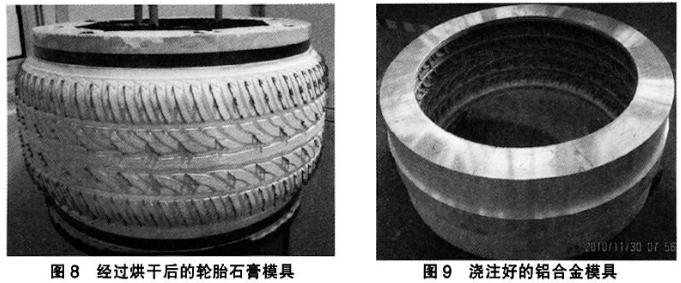
4. 石膏模具烘干工艺由于轮胎石膏模具较大且需要拼接修补,该烘干工艺必须二次烘干才能洪浇注,制定科学合理的烘干工艺不仅利于模具的快速烘干,而且保证轮胎石膏模具不会因为快速烘干而导致模具开裂,一般建议最高烘干温度为220℃,具体烘干程序由于石膏模具大小不一烘干时间不尽相同。经过拼接修补和二次烘干后,即可成为一个完整的轮胎石膏模具(见图8)
5. 铝合金熔化、浇注及清理铝合金熔化可采用电阻炉、中频电炉、燃气炉等熔化设备。将烘干好的石膏模具放入带有抽真空的浇注箱内,将熔化好的铝合金浇入石膏模具内并抽真空,金属凝固冷却后卸除真空,开箱取出石膏模具进行清理,清理石膏壳可采用震打并用水清洗,割掉浇冒口。浇注好的铝合金轮胎模具见图9。废石膏应进行综合处理及利用,防止污染环境。
6. 铸件精整及检查铸件精整是制造精密铸件的重要工序之一。铸件精整可采用小型或牙医用风动砂轮、钻、毛刷、细锉等工具。采用X光或荧光探伤仪检测铸件,并进行铸件尺寸精度及表面粗糙度等检测。经过铸件精整和检测合格的铝合金模具,表面粗糙度好、能够精确复制橡胶轮胎(见图10)
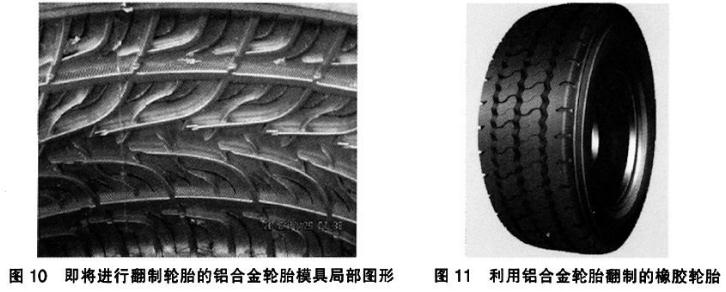
石膏型铸造铝合金轮胎模具,能够满足橡胶轮胎企业产品多样化、快速化、使企业适应市场的多种要求。橡胶轮胎企业利用铝合金轮胎模具可以成批量的生产出橡胶轮胎(见图11)。
采用优质硅橡胶制作模具,是轮胎制作中重要的环节。(http://www.sz1j3.com)易佳三的硅胶具有流动性好,粘度低,易操作;缩水率小(≤0.1%),不变形拉力好,抗撕裂度高;不粘代木,好脱模;翻模次数多等特性。能够保证后续铸出的金属件具有表面粗糙度值低、尺寸精度高、变形小等特点,可以大幅度缩短制造周期,降低成本,实现复杂型腔模具的近净成形。以下为轮胎硅胶模具的具体制作方法:
操作方法:
1. 首先用气枪将代木轮胎模型表面浮灰吹干净;均匀地在其表面涂抹上脱模剂,再次用气枪吹干。处理好的轮胎模型四周用钢板围住,钢板也应用脱模剂处理;
2. 硅胶与固化剂按比例搅拌均匀,用真空机对混合后的硅胶抽真空排气泡处理;
3. 将配好的胶沿一固定灌注点缓慢浇灌到代木内,并不时震荡以排除里面的空气;浇灌后再次进行抽真空,确保没有气泡。
4. 待硅胶完全固化,从代木模型上取下模具,放置24小时后即可对进行修整。
技术参数:
颜色 蓝色
混合比例 100:2
25℃操作时间MIN 30-40
25℃固化时间H 2-4
邵氏硬度 20±2
抗拉硬度Mpa 4.0±1
撕裂强度KN/m 30±2
粘度A/B mpa.s 12000±2000
缩小率% ≤0.1%
延伸率% ≥400%
加成型/缩合型 缩合型
备注:颜色、固化后硬度、粘度、操作时间、可随客户需求来特别调制生产,具体细节请咨询我司。
注意事项:
1. B组份固化剂则为铂催化剂,水、杂质、有机锡催化剂、酸、碱等其它含硫、磷、氮的有机物可影响胶的固化,使用时不能混入或接触这些物质;
2. 操作时,不能抽烟,也不能使用以前接触过加成型硅胶的工具,避免发生硅胶不固化的现象。
3. 为了硅胶模具能到达最佳使用效果,请将模具寄存最少24小时后再使用。

